不过主要的问题在于热处理与细节工艺处理之上和进口卡盘有比较大差距。加上国内市场用户基数大,竞争激烈,厂商被迫尽可能的控制产品成本,以此比较低的售价换取市场竞争力。这便导致了国内卡盘常见的一些问题,诸如稳定性不好、使用寿命短、重复精度保持时间短等。大多数进口卡盘因为其严格的工艺过程,***稳定的卡盘重复夹持精度与比较长的使用寿命。正在所谓一分价格一分货,国内、中国台湾、日本与欧美这三类卡盘厂商的价格与技术含量均呈改由低到高的排列。上海每卓,液压夹具的专业供应商。嘉定区定制液压夹具

车床夹具可分为通用夹具和**夹具两大类。通用夹具是指能够装夹两种或两种以上工件的夹具,例如车床的三爪卡盘、四爪卡盘、弹簧卡套和通用心轴等;夹具是专门为加工某一特定工件的某一工序而设计的夹具。 按夹具元件组合的特点,可分为不能重新组合的夹具和能重新组合的夹具。后者称为组合卡具。液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。
杨浦区插齿刀液压夹具液压夹具的设计流程:1、总体方案制定2、定位压紧的设计3、控制阀选择及油路设计4、液压缸类型规格的选择。
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试
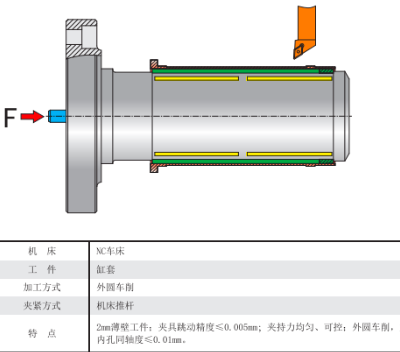
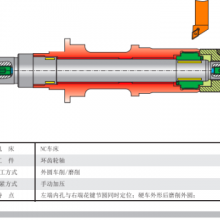
液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。高定位精度夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较好的选择,转角油缸与浮动支撑油缸的组合可***夹紧工件不变形。同时可以更加***工件的完整性。液压夹具非常适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(比如夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。
夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。实际在电子生产制造厂中的用途是非常广,因为是非标定制的,所以只有想不到而没有做不到的。液压夹具可实现多工位的装夹,提高工作生产率。上海车床液压卡盘液压夹具定制
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。嘉定区定制液压夹具
目前,各工厂自动化的要求越来越高,在工装设计中,手动压紧的夹具逐渐淘汰,液压及气动夹具的应用越来越,那么液压夹具如何设计?我们走进液压夹具。(下图为制动钳加工用液压夹具)液压夹具的设计流程:1、总体方案的制定;2、定位压紧的设计;3、控制阀的选择及油路的设计;4、液压缸类型规格的选择;5、泵站附件的选择;6)系统连接。以制动钳加工用液压夹具为例,介绍一下液压夹具的组成。1、泵站采用可变容量油泵。2、控制阀的选择。控制油缸方向的电磁换向阀、限制系统压力的溢流阀、控制系统动作的顺序阀以及减压阀。根据实际需要选择合适的阀门组合。3、油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。4、液压缸类型规格的选择。常用的油缸多为摆动式的,有两种基本类型,一种为双油路控制的油缸,另一种为单油路控制并靠弹簧力复位的油缸(单动型推式夹紧器)。油缸的尺寸大小由夹紧力决定。压板有双向压板和单向压板两种,确定压板时应考虑支点间距,以免影响夹紧力。根据设计要求,本夹具的液压系统***工作压力7MPa,流量为20L/min。嘉定区定制液压夹具