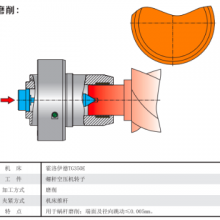
液压卡盘夹不紧的原因1.卡盘软爪行程不足。导致夹持不到形成范围之内。解决办法:重新调整卡爪的行程刀夹持工件的位置,例如卡爪往前调或往后调。2.车床切削力过大,转速过高,导致卡盘夹不紧工件;解决办法:重新给车床调整切削参数,适当降低主轴转速和切削力。3.液压卡盘内部有残留物,如铁削等异物影响卡爪行程,导致卡盘夹不紧工件;解决办法:拆卸卡盘,并清洗卡盘内部的残留物,***卡盘卡爪运行顺畅,同时还需要给卡盘打上润滑油脂,***卡盘的使用精度和寿命。4.卡盘卡爪的基爪有磨损;解决办法:拆下基爪查看磨损情况,如果磨损严重的及时跟换。5.受拉杆行程控制,例如拉杆松动。解决办法:检查卡盘各个零件是否正常到位。自适应液压夹具通过液压浮动支撑与大侧斜螺旋桨桨叶曲面自适应接触。长宁区插齿刀液压夹具

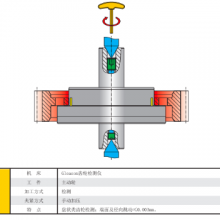
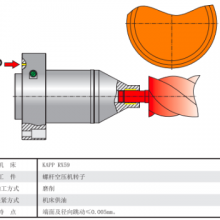
磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,***砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。奉贤区矿山机械液压夹具液压夹具在推荐加压值范围内未能夹紧标准件,表明液胀夹具夹紧失效,请联系公司技术员。
液压夹具既能在粗加工时接受大的切削力,也能***在精细加工时的***,还专能完成手动夹具无法完成的支撑、夹紧和快速释放。液压系统的压力取决于其负载的大小。上海每卓所设计制造的液压夹具可依据您的夹具所需夹紧力的大小,经过一系列的计算,得出系统所需的压力大小数值;一般情况下,压力只需要够用就可以,如调回的过高,系统会在较高压力下工作,易出现难以预料的问题。每种夹具,有不同的夹紧原理不同的机构,需求的夹紧力也不相同。
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具能***工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能***在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。液压夹具通过把选用的液压元件和设计的机械部分装配在一起。
机床夹具机床夹具包括导向件、定位件、对刀块、夹紧件、支撑件,和夹具有关的机床附件,在“机床夹具”里所列夹具、常用的零件及部件均参考机械标准、行业标准可以直接调用三维模型。其特点是结构紧凑,操作迅速、方便、省力,可以***较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。使用液压夹具的优势是什么?传统的机械夹具在人力使用方面需要更多的花费,而液压夹具相对传统的机械夹具优势多多。使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。液压螺母工作原理是利用高压油在轴上产生一个推力和轴套上产生一个张力,使轴和轴套受力均匀的连接在一起。长宁区插齿刀液压夹具
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。长宁区插齿刀液压夹具
液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。高定位精度夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较好的选择,转角油缸与浮动支撑油缸的组合可***夹紧工件不变形。同时可以更加***工件的完整性。液压夹具非常适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(比如夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。长宁区插齿刀液压夹具